Autor
Zigurat Global Institute of Technology
Categorias
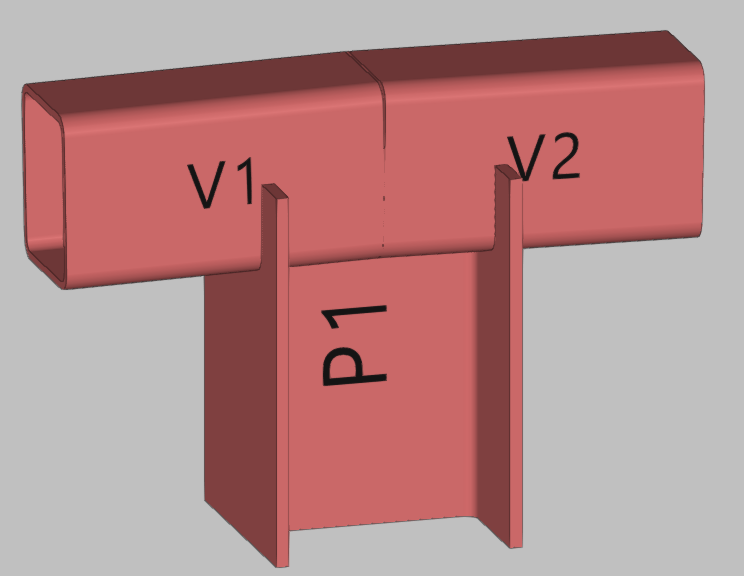
 En este artículo nos centraremos en el encuentro entre dos celosías con perfiles tubulares y la columna central. Nos referimos a esta conexión:
En este artículo nos centraremos en el encuentro entre dos celosías con perfiles tubulares y la columna central. Nos referimos a esta conexión:
 Dividimos el artículo en dos fases tal y como trabajamos con Cype Connect Steel (de ahora en adelante CCS): fase de modelado y fase de cálculo.
Dividimos el artículo en dos fases tal y como trabajamos con Cype Connect Steel (de ahora en adelante CCS): fase de modelado y fase de cálculo.
 A dónde queremos llegar: nuestro objetivo es proponer una conexión atornillada ya que se va a materializar en obra y que, a su vez, permita un montaje simple y ágil.
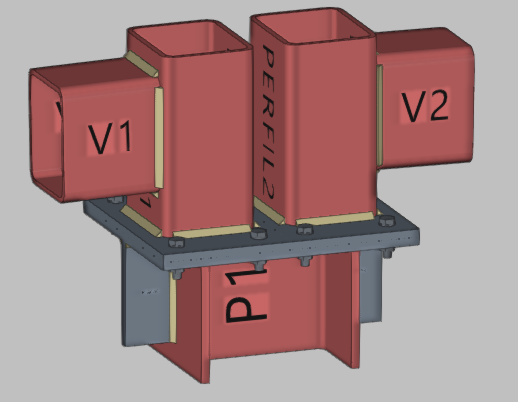
La disposición constructiva es la siguiente:
A dónde queremos llegar: nuestro objetivo es proponer una conexión atornillada ya que se va a materializar en obra y que, a su vez, permita un montaje simple y ágil.
La disposición constructiva es la siguiente:
 Vemos cómo esta disposición constructiva nos permite dividir la estructura en dos piezas que se pueden materializar al 100% en taller y que, posteriormente, se ensamblarán en obra:
Vemos cómo esta disposición constructiva nos permite dividir la estructura en dos piezas que se pueden materializar al 100% en taller y que, posteriormente, se ensamblarán en obra:
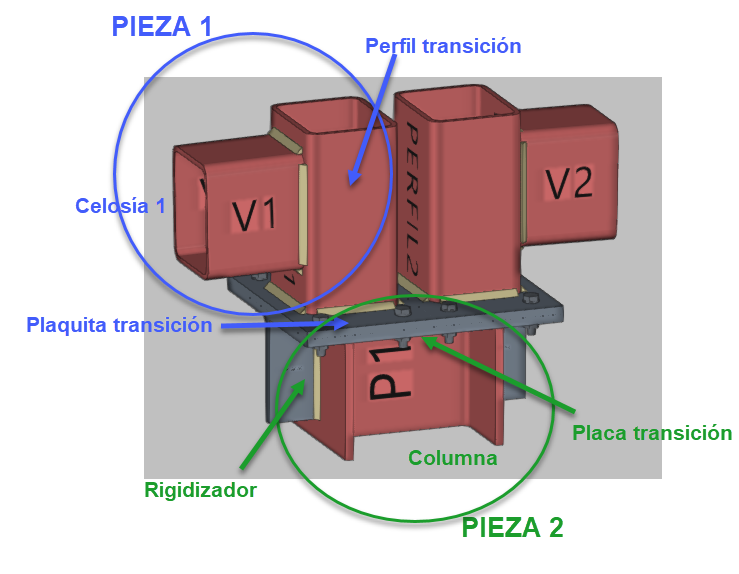 - Pieza 1: celosía + perfil transición + plaquita transición.
- Pieza 2: placa transición + rigidizador + columna.
De esta manera conseguimos independizar el montaje de las dos celosías y se facilita su ensamble con las columnas.
- Pieza 1: celosía + perfil transición + plaquita transición.
- Pieza 2: placa transición + rigidizador + columna.
De esta manera conseguimos independizar el montaje de las dos celosías y se facilita su ensamble con las columnas.
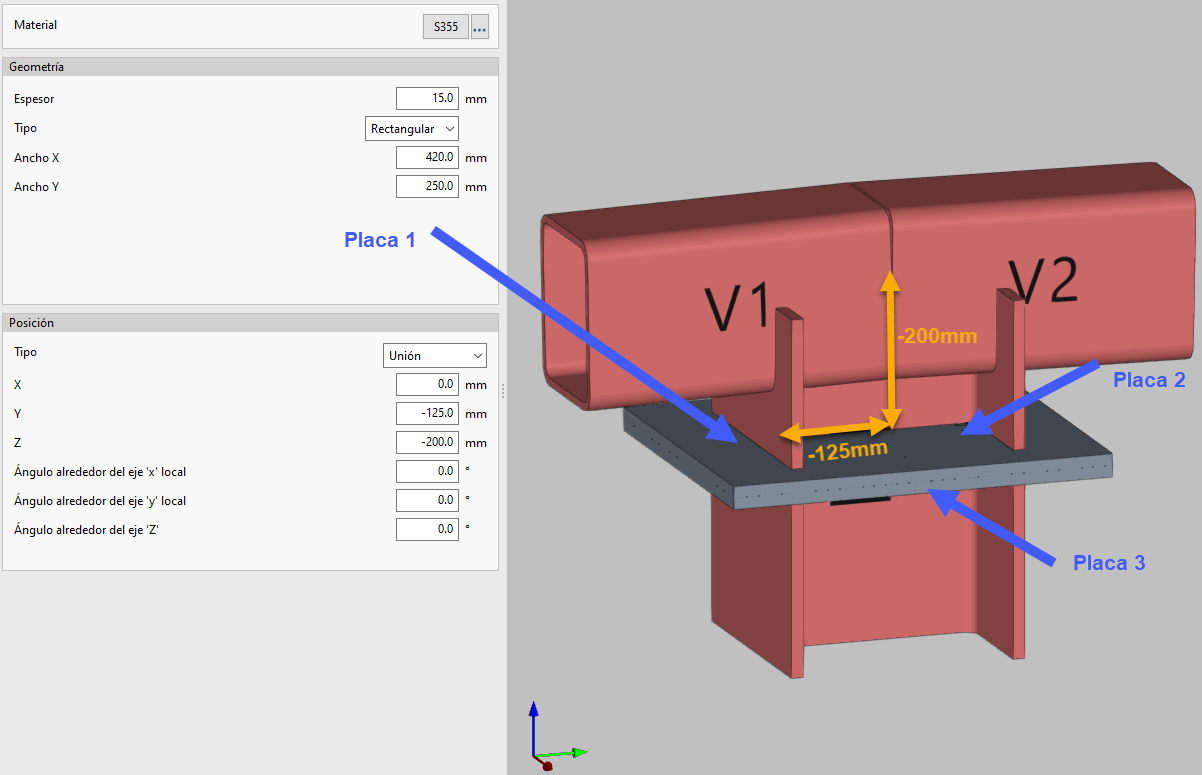 - Copiamos la operación y generamos la Placa 2, desplazándola en Y 125 mm en sentido positivo.
- Copiamos la operación y generamos la Placa 3 con dimensiones 420x500mm. La posición será 15mm por debajo de las placas 1 y 2, es decir, -215mm.
- Copiamos la operación y generamos la Placa 2, desplazándola en Y 125 mm en sentido positivo.
- Copiamos la operación y generamos la Placa 3 con dimensiones 420x500mm. La posición será 15mm por debajo de las placas 1 y 2, es decir, -215mm.
 - Soldamos todo el perímetro de la viga al perfil de transición. Definimos el ancho de la soldadura introduciendo el valor de la “leg” o “pata” de la soldadura (forma habitual de trabajo con AISC).
- Copiamos la operación y la aplicamos a la viga 2 “V2” y al perfil de transición “Perfil 2”.
- De igual forma procedemos a ajustar los perfiles de transición con las placas de transición ya dispuestas “Perfil 1 con Placa 1 y Perfil 2 con Placa 2”:
- Soldamos todo el perímetro de la viga al perfil de transición. Definimos el ancho de la soldadura introduciendo el valor de la “leg” o “pata” de la soldadura (forma habitual de trabajo con AISC).
- Copiamos la operación y la aplicamos a la viga 2 “V2” y al perfil de transición “Perfil 2”.
- De igual forma procedemos a ajustar los perfiles de transición con las placas de transición ya dispuestas “Perfil 1 con Placa 1 y Perfil 2 con Placa 2”:
 Solo nos queda por “ajustar” la columna con la placa de transición 3.
Solo nos queda por “ajustar” la columna con la placa de transición 3.
 La geometría ya va tomando forma, ya se asemeja en un buen porcentaje a lo que nos proponíamos en un principio.
La geometría ya va tomando forma, ya se asemeja en un buen porcentaje a lo que nos proponíamos en un principio.
 - Los tornillos “atan” la placa de transición 1 con la placa 3.
- Repetimos la operación para la placa de transición 2 y la 3.
- Los tornillos “atan” la placa de transición 1 con la placa 3.
- Repetimos la operación para la placa de transición 2 y la 3.
 - Para ajustar la longitud del rigidizador, nos apoyamos en un plano de corte auxiliar.
- Realizamos las soldaduras del rigidizador con la operación “soldadura”.
Como se puede observar las operaciones son muy intuitivas, fáciles de aplicar. La mejor manera de ir familiarizándose es ir probando.
En esta conexión hemos utilizado:
- Para ajustar la longitud del rigidizador, nos apoyamos en un plano de corte auxiliar.
- Realizamos las soldaduras del rigidizador con la operación “soldadura”.
Como se puede observar las operaciones son muy intuitivas, fáciles de aplicar. La mejor manera de ir familiarizándose es ir probando.
En esta conexión hemos utilizado:

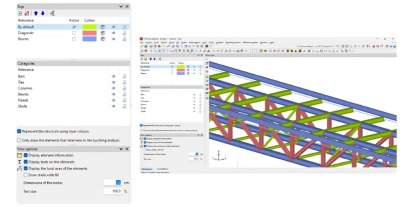
 Ya en CCS nos apoyamos de los filtros para la selección de cargas:
Ya en CCS nos apoyamos de los filtros para la selección de cargas:
 Con esta configuración de forma automática se leen los esfuerzos máximos del modelo original (N, Vz y My). Se lee el máximo axil de compresión y como el porcentaje aplicado es del 100%, todas aquellas combinaciones de carga que provoquen este axil máximo serán importadas al modelo de la unión en CCS. Ídem para el resto de esfuerzos. De esta manera nos aseguramos que estamos trayéndonos aquella/s combinaciones que generan el máximo axil de compresión, también aquella/s combinaciones que generan el máximo corte vertical “Vz”. En total 16 combinaciones de carga y un tiempo de cálculo de menos de dos minutos.
Corroboramos que se han importado las combinaciones de carga que generan los esfuerzos máximos. Introducimos también la distancia entre la sección donde se aplican los esfuerzos y el centro teórico de la conexión (215mm):
Con esta configuración de forma automática se leen los esfuerzos máximos del modelo original (N, Vz y My). Se lee el máximo axil de compresión y como el porcentaje aplicado es del 100%, todas aquellas combinaciones de carga que provoquen este axil máximo serán importadas al modelo de la unión en CCS. Ídem para el resto de esfuerzos. De esta manera nos aseguramos que estamos trayéndonos aquella/s combinaciones que generan el máximo axil de compresión, también aquella/s combinaciones que generan el máximo corte vertical “Vz”. En total 16 combinaciones de carga y un tiempo de cálculo de menos de dos minutos.
Corroboramos que se han importado las combinaciones de carga que generan los esfuerzos máximos. Introducimos también la distancia entre la sección donde se aplican los esfuerzos y el centro teórico de la conexión (215mm):
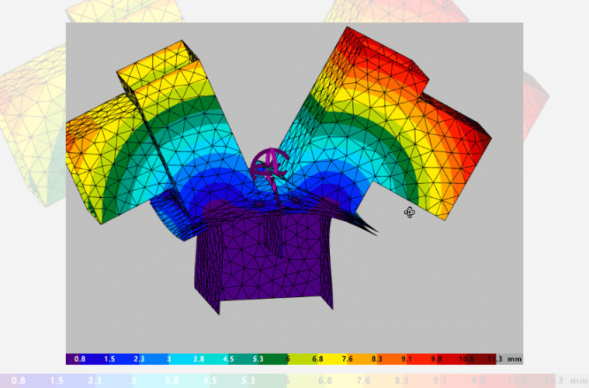
 Comprobamos que la conexión se deforma como intuíamos. Ante un esfuerzo de corte vertical descendente, los cordones también deben bajar produciendo flexión en el centro de la placa de transición...
Comprobamos que la conexión se deforma como intuíamos. Ante un esfuerzo de corte vertical descendente, los cordones también deben bajar produciendo flexión en el centro de la placa de transición...

 Podemos comprobar como en el caso de que consideremos la acción de viento longitudinal a la nave y tengamos los dos faldones succionados con cargas de valor distinto...
Podemos comprobar como en el caso de que consideremos la acción de viento longitudinal a la nave y tengamos los dos faldones succionados con cargas de valor distinto...
 ...ambas “mitades de la conexión” se comportan de diferente manera.
Precisamente ésta es la situación en la que los tornillos sufren más, llegando a trabajar a un 54%:
...ambas “mitades de la conexión” se comportan de diferente manera.
Precisamente ésta es la situación en la que los tornillos sufren más, llegando a trabajar a un 54%:
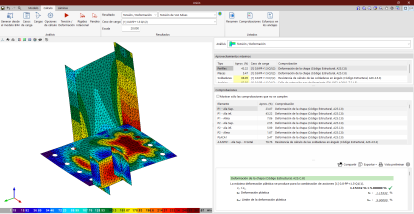
 En términos de tensiones de Von Mises vemos que en el encuentro de los perfiles de transición con las placas y el rigidizador se produce un pico de tensión. Aún así, la deformación plástica experimentada es mínima (<0,13%). Las deformaciones plásticas que se obtienen en las tres placas de transición tienen un comportamiento muy similar:
En términos de tensiones de Von Mises vemos que en el encuentro de los perfiles de transición con las placas y el rigidizador se produce un pico de tensión. Aún así, la deformación plástica experimentada es mínima (<0,13%). Las deformaciones plásticas que se obtienen en las tres placas de transición tienen un comportamiento muy similar:  A partir de aquí podemos empezar un proceso iterativo de optimización continua. En esta fase, la posibilidad de contar con CCS nos permite llevar a cabo esta evolución de forma ágil.
Podemos, por ejemplo, valorar adelgazar las placas de transición. Las reducimos todas a 15mm y reducimos también el espesor de los rigidizadores.
A partir de aquí podemos empezar un proceso iterativo de optimización continua. En esta fase, la posibilidad de contar con CCS nos permite llevar a cabo esta evolución de forma ágil.
Podemos, por ejemplo, valorar adelgazar las placas de transición. Las reducimos todas a 15mm y reducimos también el espesor de los rigidizadores.
 Vemos cómo ahora la flexión en las placas es más acentuada, alcanzando una deformación plástica prácticamente del 0,13% en los rigidizadores.
Vemos cómo ahora la flexión en las placas es más acentuada, alcanzando una deformación plástica prácticamente del 0,13% en los rigidizadores.

 Vemos como ahora al adelgazar las chapas de transición, los rigidizadores han ganado en protagonismo aunque su incursión en el régimen plástico sigue siendo muy discreta (<<5%).
Podríamos tantear su eliminación. Para ello, volvemos a la pestaña de geometría y ocultamos las operaciones correspondientes o nos generamos una copia de la conexión:
Vemos como ahora al adelgazar las chapas de transición, los rigidizadores han ganado en protagonismo aunque su incursión en el régimen plástico sigue siendo muy discreta (<<5%).
Podríamos tantear su eliminación. Para ello, volvemos a la pestaña de geometría y ocultamos las operaciones correspondientes o nos generamos una copia de la conexión: Vemos como las placas de transición continúan trabajando correctamente sin los rigidizadores aunque la deformación por flexión aumenta. En este caso la deformación plástica ha aumentado hasta el 0,35% así como el aprovechamiento de los tornillos aumentando en un 30% respecto a la iteración anterior, alcanzando ahora un valor entorno al 80%.
Vemos como las placas de transición continúan trabajando correctamente sin los rigidizadores aunque la deformación por flexión aumenta. En este caso la deformación plástica ha aumentado hasta el 0,35% así como el aprovechamiento de los tornillos aumentando en un 30% respecto a la iteración anterior, alcanzando ahora un valor entorno al 80%.



 Llegados hasta aquí, podríamos valorar la posibilidad de:
1) Adelgazar algo más estas placas. La deformación plástica en la placa de transición crece hasta un 3% prácticamente...
Llegados hasta aquí, podríamos valorar la posibilidad de:
1) Adelgazar algo más estas placas. La deformación plástica en la placa de transición crece hasta un 3% prácticamente...

 2) Como la flexión más acentuada se produce en el “centro” de la placa, valorar la posibilidad de rigidizar en esta zona en vez de en el extremo donde el volado era muy menor.
2) Como la flexión más acentuada se produce en el “centro” de la placa, valorar la posibilidad de rigidizar en esta zona en vez de en el extremo donde el volado era muy menor.
 En este caso podemos invertir los tornillos para que la tuerca quede por encima de las placas de transición y que el nuevo rigidizador no moleste.
Vemos como, de nuevo, conseguimos cambiar el “comportamiento” de la placa y bajar la deformación plástica acumulada. Ahora la placa “eslabón más débil” es la plaquita de transición en vez de la placa ya que ésta se encuentra rigidizada:
En este caso podemos invertir los tornillos para que la tuerca quede por encima de las placas de transición y que el nuevo rigidizador no moleste.
Vemos como, de nuevo, conseguimos cambiar el “comportamiento” de la placa y bajar la deformación plástica acumulada. Ahora la placa “eslabón más débil” es la plaquita de transición en vez de la placa ya que ésta se encuentra rigidizada:


 Espero que este recorrido realizado apoyándonos en Cype Connect Steel les haya resultado interesante. Sin duda, una herramienta de gran potencia y que, estamos seguros, continuará creciendo.
Recordar también que todos los conocimientos y herramientas expuestos en este artículo están incluidos en el temario del Máster Internacional en Estructuras Metálicas y Mixtas de Zigurat, cuya próxima edición comienza el próximo mes de noviembre.
Espero que este recorrido realizado apoyándonos en Cype Connect Steel les haya resultado interesante. Sin duda, una herramienta de gran potencia y que, estamos seguros, continuará creciendo.
Recordar también que todos los conocimientos y herramientas expuestos en este artículo están incluidos en el temario del Máster Internacional en Estructuras Metálicas y Mixtas de Zigurat, cuya próxima edición comienza el próximo mes de noviembre.

Zigurat Global Institute of Technology